热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号

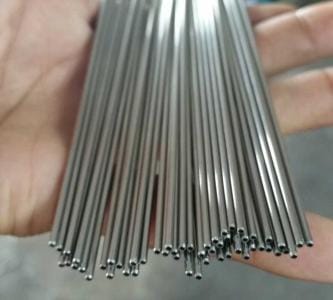
不锈钢管在热处理之前,工件和夹具上的油污、残盐和油漆等异物应全部清除。
二、不锈钢管真空炉内最初使用的夹具,应预先进行除气净化,其真空度应不低于工件所要求的水平。
炉膛:
在热处理过程中,工件容易变形,必须用专用夹具对其进行加热。
二、工件应放置在有效的加热区内。

加热:
1.对于形状复杂、截面变化剧烈、有效厚度大的工件,应进行预热处理。
二、预热方法有:一次预热800人。二次预热温度是500~550℃?c和850?对于一次预热升的温度速率应该有一个限制。
发热:
有凹槽不通孔的工件、铸件、焊接件及加工成型的不锈钢工件,一般不宜在盐浴炉内加热。
2.工件加热应具有足够的保温时间,可参照表5-16和表5-17计算工件的有效厚度和条件厚度(实际厚度乘以工件形状系数)。
降温:
马氏体不锈钢耐热钢在空冷状态下,应散放于干燥处。
马氏体不锈钢和耐热钢在冷至室温淬火后才能进行清洁、深冷处理或回火。
三、工件淬火后应及时回火,时间间隔一般不应超过4h,所用钢含碳(碳的质量分数)较低,工件形状简单,不应超过16h。
4.焊接组合件,由马氏体不锈钢和耐热钢构成,焊接与后续热处理之间的时间间隔不得超过4h。
清除:
根据工件的要求和表面状况,采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法清洗。
2.清理工作通常不使用酸洗方法。
修正:
一、工件采用静载校正,一般不适宜局部敲击。
纠正后应在低于原回火温度下进行去应力退火。
形状复杂或尺寸要求严格的工件,校正后在回火时,用定形夹具配合校正。
4.奥氏体不锈钢工件300后的校正后尺寸?低于C处进行去应力。
品质检查:
1.工件应按照相应技术文件中规定的项目和要求检验。
二、若工件的力学性能不合格,可进行重复热处理,但重复淬火或固溶的次数一般不超过二次。对工件的补充回火不算重复工作。
三、淬火或低温回火后的马氏体不锈钢和耐热钢工件,在重复淬火之前,应先预热、退火或高温回火。
四、热处理原始记录应妥善保存以备参考。
安保技术
在进行工件热处理时,必须遵守JB4406-87《热处理安全技术规程》的相关规定。
以上就是小编帮大家整理的内容,希望能帮助到您,更多的请关注我们官网新闻!

扫一扫
服务热线