热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号

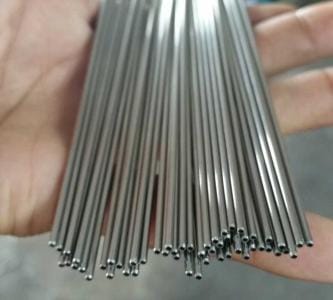
在实际应用中,许多大型石化设备使用SAF 2507超级双相不锈钢方管与其他类型金属之间的焊接接头,不仅可以获得优良的工业结构,还可以提高材料的综合利用率,降低成本。:异种材料的可焊性主要取决于两种材料的表面状态,物理性质和冶金相容性。这些性能的差异越大,可焊性越差。通常,异种钢的焊接是困难的,并且接头产生化学成分,微观结构,应力场分布和不均匀的性质。
异种金属焊接接头的相分布随不同位置的不同而变化很大。两侧热影响区的铁素体体积含量在55%~65%之间,焊缝间受影响区的铁素体体积含量一般为50%-60%,但焊接接头的理论比较为对于耐腐蚀性是理想的,但是没有进行进一步的电化学腐蚀实验来对焊接接头的耐腐蚀性进行实际分析。
研究了不同热输入下UNS S32750和API X-65异种钢GTAW焊接接头的力学性能和组织变化。结果表明,:的热输入越大,铁素体含量越低;在较低的热输入下,HSLA侧的热影响区被组织成贝氏体和铁素体。在热输入较高的情况下,HSLA侧的热影响区由珠光体和铁素体组成。冲击试验表明,在热输入较低的情况下,:是脆性断裂;当接头强度高于基材不锈钢方管加工车间时,S31603与S32750异种材料方管之间的搅拌摩擦焊接工艺当转速为150-200r/min时,外观良好且有没有缺陷。搅拌区的底部,中部和顶部有两相α和γ,但不同区域的晶粒尺寸不同,双相不锈钢的α相粒径大于γ不锈钢中的α相晶粒。搅拌区附近的钢,可以通过α和γ再结晶动力学的知识来解释;由于γ溶液,γ不锈钢靠近搅拌区。 α相含量降低,整个焊接接头没有发现其他相,最佳焊接参数为200 r/min和100 mm/min。宏升特钢分别在S31803和S32750不锈钢方管上进行了光纤激光焊接和等离子焊接。在不同温度(-60~20℃)下对接头进行冲击试验,并制作横截面的宏观和微观结构。观测到的。测量α相含量和焊缝硬度。结果表明,: S31803和S32750不锈钢方管等离子焊接接头的韧性优于光纤激光焊接接头,这归因于等离子焊接的良好热输入参数。其关节的两相体积比接近1:1。

扫一扫
服务热线