热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号
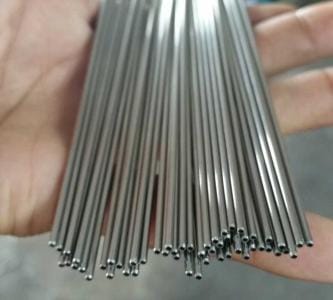
由于不锈钢管刨削的生产效率低,目前很大程度上被不锈钢管厂家使用铣削取代。近年来不锈钢管厂家在用途和制造上不断创新,突破和变革,适用的行业和产品型号也在不断增加,产品升级的速度也越来越快。根据不锈钢管材的特点,不锈钢刨刀的主要特点是:刨削过程中冲击力大,刀具易碎。其次,该工具易于磨损(基本类型的部件故障),特别是当难以切割诸如不锈钢之类的材料用于浓氨氮水时。当使用高速钢W18Cr4V刨床来计划用于浓硝酸的不锈钢时,刀片通常会一次磨损。鉴于上述特点,在不锈钢刨削过程中,主要是从刨床材料的选择,刨床的形状和切角,采取措施(指向解决问题),并给予必要的注意在现场操作时。
不锈钢管厂家为了使不锈钢管刨刀具有足够的耐磨性并能承受较大的冲击载荷,在切割不锈钢管时,刨刀的切割部分的材料一般可由高速钢W18Cr4V制成。不锈钢管在受到流体压力的液压方管上进行液压试验,以检查其耐压性和质量。在规定的压力下不允许泄漏,润湿或膨胀。一些钢管也符合标准或要求。需要进行卷边试验,扩口试验,压扁试验等。不锈钢踏板通过机械设备压印在不锈钢板上,使板面呈凹凸状。在20世纪60年代早期,欧洲的大型轧机开始小规模生产,其次是不锈钢管的优异耐腐蚀性。为了提高工具的耐磨性,在刨削不锈钢管时,也可以使用具有高抗弯性的硬质合金作为切削部件的材料,例如YG8,YG6,YG6X,YG11等。 。特别地,不锈钢管和其他材料的刨削需要使用硬质合金刨床,并且切削深度通常可以为约3mm。实践证明,在刨削不锈钢管时,使用YG8等硬质合金刀片制造刨刀可以得到满意的结果。由硬质合金刀片(如YG8)制成的开槽刀在切割不锈钢时切割深度可达15 mm(切割槽的宽度约为4 mm。在这种情况下,刨刀必须使用弹簧柄,否则它将很容易生产刀或刀被切槽抓住。
不锈钢管厂家使用的不锈钢管刨的工作原理与车削基本相同。因此,刨床的切割部分的几何形状类似于车刀的几何形状。切割部分由高速钢制成。建议使用刨床的几何形状,如图所示,类似于带槽的车刀。由于存在碎屑槽,前角增大,切削变形相对容易,并且切屑容易卷曲和排出。由于不锈钢管刨削是中断切割,因此不需要考虑断屑问题,并且在切割过程中切屑不需要太紧。因此,卷曲弧应大于车刀。具体尺寸可以在表格中列出。根据工件材料的具体情况,表中的r和b值也可以适当调整,以改变前角Y的大小。

扫一扫
服务热线