热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号

从加工工艺的角度分析了主要因素,不锈钢方管管的影响有电极流量:,电解液浓度,电解液温度,电流密度,电流波形,加工间隙,加工时间,工具电极等都会影响抛光效果形状。
(1)电解液流速:当流速太慢时,阴极不锈钢方管表面产生的氢不能快速除去,沉淀物和氧也保留在阳极表面。间隙中的温度大大增加,并且两极的表面经受浓差极化。
(2)电解质浓度和温度:电解质浓度的差异通过控制电解质中的离子量直接影响电解质的电导率。在低浓度下,电解质的电导率随着浓度的增加而线性增加。当达到高浓度范围时,电导率的后期变化不再显着。温度对电化学处理的影响类似于浓度,主要是通过影响电解质中离子的运动。根据热力学定律,离子的活性随着温度的升高而增加。电解质浓度和温度对加工过程中的电流效率有直接影响,并且这种效应对于线性电解质和非线性电解质也是不同的。同时,当电解质的温度和浓度改变时,电解质本身的粘度相应地改变,这又影响电解质的流动特性。因此,选择合适的电解质浓度和温度将直接影响不锈钢方管的电化学抛光过程的抛光效率和加工速度。然而,电解质浓度和温度对电化学处理效率的影响是复杂的。到目前为止,这方面的实验研究还不够。
(3)电流密度:对中不锈钢方管在介绍电化学抛光的基本原理时,我们介绍了几种阳极极化的阳极极化曲线。当电流密度处于不同的极化间隔时,材料的表面去除不同。为了确保不锈钢方管的表面光洁度,尽可能在抛光间隔中控制材料去除方法。然而,结合当前的研究,可以发现电流密度的适当增加可以实现更好的表面处理质量。当然,其选择还需要结合电解质浓度和电解质流速进行综合考虑和分析。
(4)电流波形:如果一般直流电源不用于电化学抛光,则脉冲电源用于改变电流波形,并且由于处理期间电解质流动不均匀,阳极极化不均匀。由阴极和不锈钢方管材料上的电化学沉积等因素引起的表面光洁度降低的问题将得到改善。在阳极中发生极化不均匀之前,等待工件表面的极化和沉淀物的消失,然后重新打开,等待表面光洁度,从而改善表面光洁度。脉冲电源一般使用单相半波电流或矩形波电流,使用可变极性电源时效果更明显。当极性电流改变时,工具的阴极可以瞬间转变为阳极,并且去除上述沉淀程度,从而改善不锈钢方管的表面光滑度。
(5)加工间隙:加工间隙是电化学反应的主要场所。在处理间隙不同的情况下,内部电化学变化也非常复杂。电解液在加工间隙中的流动和间隙中的点流速和压力分布直接影响间隙中的温度,氢气泡和沉积物的分布,从而影响每个位置的电导率,直接影响质量。获得表面光洁度。对于普通工件表面的电化学抛光,阴极与阳极的最佳距离通常保持在100-300mm。
(6)处理时间:电化学抛光是随时间变化的,用于去除不锈钢方管表面。随着处理时间的增加,表面处理质量逐渐变得更好。当工件的表面轮廓尖端效应变弱或在加工过程中消失时,处理时间对表面光洁度的影响也减小。考虑诸如处理效率的因素,需要考虑合适的电流密度和处理时间。
(7)工具电极微观几何形状:众所周知,普通电化学抛光的加工间隙通常设定为100-300mm,但由于小直径不锈钢方管内径的尺寸限制,这显然是不可能的。对于这种小间隙加工,工具电极的表面粗糙度不同,并且不锈钢方管和工具电极表面上的点之间的加工间隙也改变。加工间隙将直接影响相应位置的电流密度。在间隙大的地方,电流密度相对较低,材料去除率低,并且在小的加工间隙中电流密度相对较大,并且材料去除率高。因此,工具电极表面的微观几何形状在抛光的不锈钢方管表面上形成不同的复制程度。
上述加工参数对表面加工质量的影响实际上是相互交织的。例如,所获得的电解质的实际温度是电解质的平均温度,并且处理间隙中的电解质的温度是不平衡的,并且存在温度梯度。梯度与加工间隙,电解液流速等直接相关。
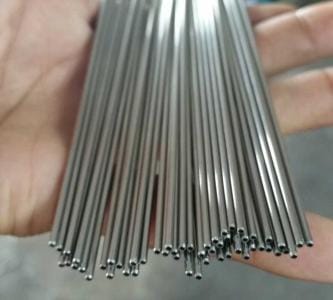
结合上述特性分析,可以发现电化学抛光是抛光小直径不锈钢方管内表面的有效手段。然而,由于管的内径小和直径大,这给实际抛光带来了一些新的加工问题。如电解液更新,加工间隙保证等,很难通过普通的电化学抛光装置和工艺在很小的空间内完成抛光工艺。有必要设计一种用于电化学抛光小直径不锈钢方管内表面的加工装置和方法。

扫一扫
服务热线