热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号
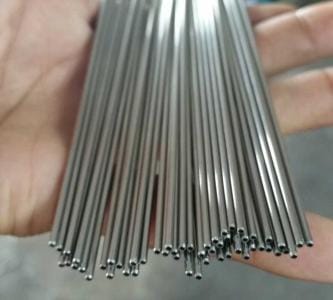
316 L不锈钢管是由两层不同化学成分、物理性能和可焊性的钢组成。让我们来看看316 L不锈钢管道的可焊性。
在焊接过程中,应对弓底层进行不同的处理,并选择合适的焊接材料。为了保证涂层的耐蚀性,涂层的焊缝金属成分应尽可能与熔覆层的钢成分相同。然而,在这两层的边缘,涂层必须被底层稀释,以降低涂层的耐蚀性或脆性,而底层则是合金化和脆性的。因此,316 L不锈钢管道焊接的关键是进行两层焊。处理方法是在底层和熔覆层之间设置过渡层的焊缝。
采用大厚度不锈钢扳手对焊接构件进行焊后热处理,焊后热处理可消除焊接残余应力。但是,需要注意的是,当热处理温度较高时,碳钢一侧会形成铁索体的脱碳,从而降低脱碳的速度。但是,不锈钢侧不宜渗碳而变得硬脆,从而导致冲击韧性下降和焊接接头失效的危险。
适当的热处理可以消除焊接残余应力,不影响涂层的耐蚀性。本发明的方法是:对大型或刚度较大的316 L不锈钢管的焊接构件在底焊结束时进行热处理,经检验鱼饵焊缝的内、表面质量符合标准,温度不得超过400°。在此温度下,保温时间可略有延长。在此温度下焊接后,残余应力可降低40%,不影响不锈钢熔覆层的抗浊度。涂层与底层之间的碳膨胀不易被破坏。316 L不锈钢管经上述热处理后才能焊接。熔覆层焊接后不需要热处理。

扫一扫
服务热线