热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号
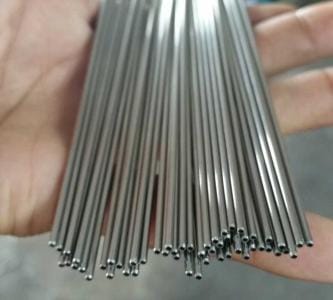
换热器管的焊接过程在整个设备的成型中起着至关重要的作用,因此,换热器管焊接要求非常严格,焊缝厚度和焊接长度需要准确,严格按照相关标准进行。
1、换热器管焊接用焊丝的质量必须符合设计要求和国家标准,并由专业人员烘烤、发放和回收。现场焊接配备绝缘焊条筒体。
2、为装配找到正确的焊接工作,固定夹具和定位焊接焊接、焊接、焊接、焊接工艺和焊接要求与正式焊接相同。焊缝厚度不应超过设计焊缝厚度的2/3,也不应超过8毫米。每段定位焊接长度一般为200~300毫米,间距为500~600毫米。定位焊接位置应安排在焊接内,并由持有证书的焊工焊接。焊接后,仔细检查焊缝是否有裂缝。如果有,请重新焊接。
3、焊接变形控制措施:一般采用对接焊,一组两种。
4、辅助加固措施:用型钢加固纵缝内侧,防止焊缝向内角变形,用型钢、丝杠、刀柄铁等加固各带上下口,防止直径超标。

扫一扫
服务热线