热门关键词:
无锡诚信不锈钢销售商
诚信为本,服务至上,精进卓越,亲和共生
全国服务热线 17156356666


无锡鑫珊瑚钢业有限公司
销售一部:0510-83771578
郑经理:13584181567
销售二部:0510-83779578
郑经理:17156356666
销售三部:0510-83775178
传真:0510-83775178
地址:无锡市北环路118号
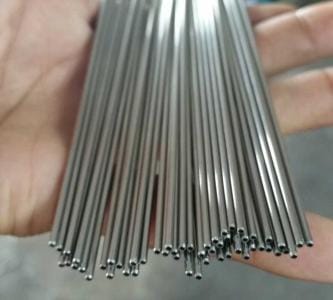
2205不锈钢管喷嘴焊接应注意什么? 这种焊接材料和母材在氩弧焊底部焊接过程中容易氧化的特殊材料,铁水流动不良焊缝成型控制不易掌握。 下面简单介绍一下。
焊材的选择,SA2205不锈钢焊接对应于ER2205,这是比在正常线导线308的硬度更高的选定导线消耗品,焊丝关节保避免氧化气体在陶瓷喷嘴屏蔽线头上。
焊缝的组对,在坡口对接焊中,焊接根部间隙我们必须进行严格管理控制。以坡口对接为例,根部间隙时间控制在4毫米以内,因为对于这类企业焊接母材材质焊缝收缩量太大。固定口焊接结构加固技术可以自己选择搭点桥定位系统焊接,或者是加同种产品材质的固定板连接坡口两边。
缝焊的角位置必须被控制当配合间隙角,并额外良好的抗变形控制。
焊接中流量要大于一个普通中国不锈钢进行气体通过流量。2205不锈钢管接近特材的焊接技术性能,在收弧位置我们必须6保护10秒以上,彻底有效杜绝接头和收尾上的氧化。
焊接角焊缝位置和坡口对接时,焊丝必须采用点加丝的方法进行高温熔滴过渡。 由于2205不锈钢管的焊丝在焊接过程中具有较大的流动粘度,焊缝的成型均为过渡成型。
所述焊丝池具有覆盖有所述熔池的膜层,并沿着所述焊丝向前移动。 在焊接结束时,必须用刷子刷掉层与层之间的薄膜。 这种焊丝在填充这种氧化膜的过程中很容易在焊缝中添加缺陷造成。 角焊缝焊接时只能采用大角度堆焊。
不超过8毫米一个焊接毫米,超过该缺陷边缘容易发生上述咬,在焊接材料的流动这样的差异本身将导致更大的底切。丝方式点到直线行走,行走为2mm点,然后拉回,等等丝。这种焊缝可以在良好的信道压力成型而获得。
2205不锈钢管坡口打底焊接工作时候,背面设计必须通过做好充氩保护,打底焊接技术也是我们采用一个过渡点送丝。在焊接到搭桥点时候,必须把固定点切掉。然后把焊点进行加热下起弧在焊接,防止学生产生焊到固定点问题时候没有电弧发飘。坡口打底结束后,用刷子刷亮焊缝。在层间填充和盖面中这类焊丝只能自己用钱把焊接。不能用摇把焊接,因为我国铁水流动管理能力差导致无法把融池给摊开。只有飘把焊接方法才能达到勉强摊开融池。焊缝盖面宽度过大时候同时也是需要采用压层道焊接,最多就是不能使用超过3道。

扫一扫
服务热线